

Construction, Ford, and a Lever to Move the World
Construction, Ford, and a Lever to Move the World
An ongoing goal of this newsletter is to figure out ways to make construction more productive and efficient. One strategy for this I’m currently exploring is to try to understand, at a deep level, how improvement has taken place in industries like manufacturing (which, unlike construction, has seen sustained productivity improvement). A superficial adaptation of manufacturing methods hasn’t worked in construction, but the hope is that with a deeper understanding of the mechanisms of improving processes, we’d be able to figure out what would work. Construction seems similar enough to manufacturing (a sequential assembly process where parts are gradually added until the product is finished) that this seems a fruitful line of inquiry.
Previously in this vein we’ve looked at the Toyota Production System, the method that Toyota used to improve efficiency, quality, and speed in car production. Today we’ll go further back in time, and look at the mass production methods that Ford pioneered.
Ford and mass production
Ford’s production methods marked the beginning of true mass production. Ford was not the first to manufacture things in enormous quantities (by the 1880s Singer was building half a million sewing machines a year), but they pushed manufacturing techniques farther than anyone else in pursuit of efficiency and a low-cost product. This wasn’t the result of some singular vision for what manufacturing should look like, but the constant desire to lower costs and improve efficiency.

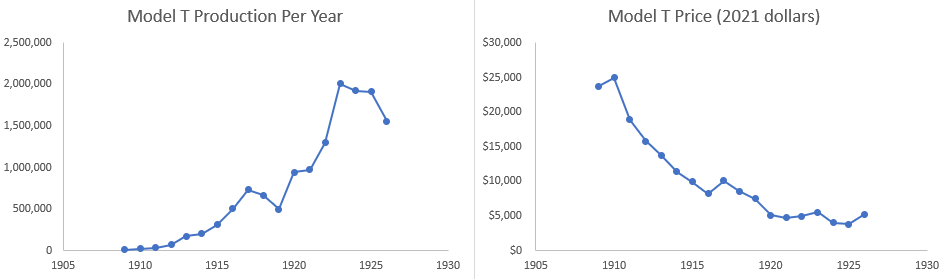
No product demonstrates this better than the Model T. The Model T wasn’t the first car Ford produced (it was preceded by Models A, B, C, F, K, N, R, and S), but it was the car built to fulfill Henry Ford’s vision of a “light, low-priced car”. It was the first true car for the masses - the Model T’s immediate predecessor, the Model N, sold around 7000 units between 1906 and 1908, but 15 million Model T cars and trucks would be made between 1908 and 1927. At peak production, Ford was producing 2 million Model Ts a year at the Highland Park Plant, the largest factory in the world when it was built (it would later be surpassed in size by Ford’s Rouge plant).

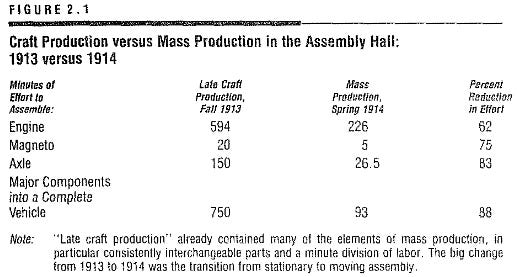
Ford’s production innovations often get rounded down to “the assembly line”, the lightbulb moment being the idea to move the work to the worker instead of vice versa. It was in fact the Highland Park Plant where the assembly line was first introduced, and it did precede a huge increase in production volumes and a large drop in price. But while the assembly line was no doubt an important innovation, it was one of the last pieces of the Ford system. In 1913, prior to the introduction of the assembly line, Ford had already managed to cut the price of a Model T in half since its introduction, and was producing 800 of them a day, one every 40 seconds. Production volume had already increased by a factor of 6 from when the factory had opened in 1910. The assembly line was part of a long series of efforts to streamline the production process, all built on a foundation of interchangeable parts.
Ford and interchangeable parts
Prior to Ford, building things from interchangeable parts mostly shows up as a military technology - interchangeability meant that guns could be repaired quickly and return to the field, and it made supplying troops easier (prior to interchangeable parts, soldiers would often have to cast their own bullets based on the particulars of their weapon). Part interchangeability had been achieved in France in the late 1700s (first for artillery carriages, then for the Model 1777 musket), and had been attempted in the early 1800s in the US, eventually achieved by the Springfield Armory in the late 1840s.
The limited adoption of the technology was because prior to Ford, achieving interchangeable parts was difficult and expensive. Part interchangeability seems like something you get from machine-made parts, but until the 1900s parts typically required extensive hand-finishing to meet the tolerances that interchangeability required. In the 1850s people speculated if machine-made interchangeable parts were truly possible, and well into the 1880s large manufacturing operations such as Singer did not use interchangeable parts.
Why did we wait so long for interchangeable parts?
Part interchangeability is essentially a technology of precision - the variation in a manufacturing process must be low enough such that when multiple parts are combined, the accumulated variation doesn’t prevent things from fitting together and functioning properly - holes must still line up, shafts must still align, threads must not be skewed, etc.
Until around 1900, achieving this typically required parts to be hand finished by skilled workers. This was at least partly due to the fact that the heat-treating process for hardening steel warped the parts slightly. Achieving the tolerances required for interchangeability meant the parts had to be machined after they were hardened. However, the steel used for cutting tools did not have sufficient durability to cut hardened steel. This changed in 1900, with the development of the Taylor-White process for creating high-speed tool steel, which allowed hardened steel to be machined effectively. This, along with other improvements in machine tool accuracy, made it possible to produce increasingly precise parts directly by machine.
A lever to move the world
Ford first achieved part interchangeability in 1908. Unlike previous efforts, these parts were produced by machines accurate enough that they didn’t require hand-finishing afterwards. This eliminated the craft-production work done by skilled fitters, and opened the door for a long stream of optimizations and advancements to the production process.
The biggest change was remaking the production process into a series of simple steps that could be performed quickly, repeatedly, and with unskilled labor. Instead of general purpose machines that required skilled machinists to operate, Model T production used special purpose machines (often designed and built by Ford) that performed specific, specialized tasks. The machines were designed to make operating them as simple as possible - machines had jigs and fixtures to reduce the setup time from placing parts, and were designed to allow parts to only fit one way. Workers simply had to place the part and start the machine. Here’s a description of the engine block milling machine from “The Machine that Changed the World”:
At Henry Leland’s Cadillac plant in Detroit (where, incidentally, consistent interchangeability for all parts in a motor vehicle was achieved for the first time in 1906), a worker would load each block in a milling machine, then carefully mill it to specification. The worker would repeat the process for the cylinder heads, which were loaded one at a time into the same milling machine.
In this way, the parts were interchangeable, the fit between block and head was flush, and the milling machine could work on a wide variety of parts. But this process had a down side: the time and effort, and therefore expense, it took for the skilled machinist who operated the machine.
At Highland Park in 1915, Ford introduced two dedicated machines, one for milling blocks and the other for milling heads - and not just one at a time, but fifteen at a time for blocks and thirty at a time for heads. Even more significant, a fixture on both machines allowed unskilled workers to snap the blocks and heads in place on a side tray, while the previous lot was being milled. The worker then pushed the whole tray into the miller, and the process proceeded automatically.
Similar machine setups could be found for dozens of other parts - pistons, crank cases, brakes, valves, etc. One manager called these machines “farmers tools”, because they would allow a farmboy to produce parts as well as a trained mechanic. Ford’s system took the skill and decision making process from the skilled worker, and instantiated it into machines and processes.
Machines were also arranged in such a way as to minimize travel distance between workstations. Instead of organizing machines by department (all the lathes here, all the drill presses here, etc.) they were arranged by part and material flow. If the assembly process required parts to be drilled, then heat treated, then grinded, then that's how the machinery would be arranged.
The assembly line was another of these streamlining innovations. Prior to the assembly line, vehicles would be assembled in a more traditional “job-shop” type environment - gangs of workers would work at a (non-moving) workstation, assembling a car from a pile of parts. From “The Machine That Changed The World”:
In 1908, on the eve of the introduction of the Model T, a Ford assembler’s average task cycle - the amount of time he worked before repeating the same operations-totaled 514 minutes, or 8.56 hours. Each worker would assemble a large part of a car before moving on to the next. For example, a worker might put all the mechanical parts-wheels, springs, motor, transmission, generator-on the chassis, a set of activities that took a whole day to complete. The assembler/fitters performed the same set of activities over and over at their stationary assembly stands. They had to get the necessary parts, file them down so they would fit (Ford hadn’t yet achieved perfect interchangeability), then bolt them in place.
The assembly line moved the work to the worker, eliminating the wasted trips of the workers rushing back and forth to get parts. And it eliminated the setup time required for each new part (grabbing the right tool, positioning the part, etc.) [0]. All this allowed the assembly process to proceed much more quickly, and reduced the labor required to do it:
As production volume increased, labor became increasingly specialized. A worker could be trained to perform one extremely specific task “screw this nut to this bolt” over and over again. (I’m not sure how long this division of labor lasted, but you can read similar descriptions of auto assembly work well into the 1980s).
Increased volume also allowed Ford to become more and more vertically integrated. In the early days of the company Ford was a simple assembler, buying engines from one company, brakes from another, etc. As production scaled up, and they focused ever more on production efficiency, more and more production processes were brought in-house. This allowed Ford to drop costs even lower (since this eliminated the outside manufacturer’s profits) and secure parts and materials more reliably. At the peak of its vertical integration Ford operated its own steel mills and power plants, and owned its own rubber plantations.
Ford’s production methods weren’t the result of some singular vision - they were arrived at via a long process of experimentation. From “From the American System to Mass Production”:
With unquestioned financial stability and without any set notions about how automobiles should be made (that is, about the actual manufacturing processes), Henry Ford allowed an extensive amount of experimentation to be carried out in the factory and a surprising rate of scrapping processes and machine tools when they did not suit the immediate fancy of his production engineers. Ford had attracted to his factory a core of perhaps a dozen or a dozen and half young, gifted mechanics, none of whom had developed set ways of doing things. Encouraged by Ford, this group carried out production experiments and worked out fresh ideas in gauging, fixture design, machine tool design and placement, factory layout, quality control, and materials handling. Had the factory been rooted in a definite manufacturing tradition, such as Yankee armory practice or even "western" practice as exemplified by the Western Wheel Works, the
Ford company might never have furnished cars for the masses. In a sense, the Ford production engineers took what was best from each approach to manufacture and overcame limitations to these methods by adding their own brand of production techniques. When they were finished, they had created-in Allan Nevins's words-a lever to move the world.
This system of production ended up having weaknesses. While it was undoubtedly successful at bringing down costs, the extent of optimization meant that the factory had trouble building anything other than a Model T. When rising competition forced Ford to revamp their product offering with the Model A, the Rouge plant had to be shut down for six months to retool. As time went on Ford would focus less on relentless cost cutting (it would abandon much of it’s vertical integration), and more on staying competitive by introducing new products.
How it applies to construction
When people think of factory based production, it’s typically this Ford system that’s being imagined. Criticisms of factory based building methods, such as them being “just a warehouse that conventional construction takes place in”, are implicitly a criticism of the factories being insufficiently Ford-like. So asking “what can construction learn from Ford” is in some ways just asking “how can we apply factory methods to construction?” - not exactly a new line of inquiry.
But looking closer at how the Ford production system evolved gives us a little bit more to work with.
For one thing, it’s notable that the key technology behind Ford’s production system, interchangeable parts, does exist for construction. Almost all building materials are standardized to some degree (standard steel sections, standard drywall sheet sizes, standard pipe diameters, etc.), and building products are typically produced in factory environments that result in relatively low product variation (one exception being lumber products like plywood or 2x4s). And materials and products largely get installed in similar ways every single time. So why haven’t we seen the steady stream of process optimization that Ford was able to achieve?
The difficulties seem to exist at two levels. One is that the nature of site-built construction screens off many of the specific innovations that Ford used. Without a fixed location, many potential productivity enhancements are no longer feasible. For instance, Ford reduced waste by installing a lot of material conveying equipment (the assembly line, gravity-feed part chutes, monorails, carts, etc.), but it’s hard to do this on a jobsite - the point of delivery keeps changing, and installing equipment has significant setup and teardown costs that are difficult to recoup on a single building. We saw this limitation in action on the Japanese skyscraper factories.
Ford also invested significant effort in streamlining each individual task, in the form of specialized machines, and jigs/fixtures that made placing parts faster and less error-prone. This is also hard to do on a jobsite. Partially this is due to more setup and teardown costs, but it’s also due to the nature of the work - each building being different means the placement of jigs, fixtures, and assembly-simplification setups would be different every time as well.
Which brings us to the second level of difficulty. Ford’s methods are based around improving a well-defined process that will be repeated thousands or millions of times, but with conventional construction the process changes every time (at best, you’re looking at repeating it a few dozen times in something like a large housing development). This makes it difficult to even fully map out the process, much less put effort into optimizing.
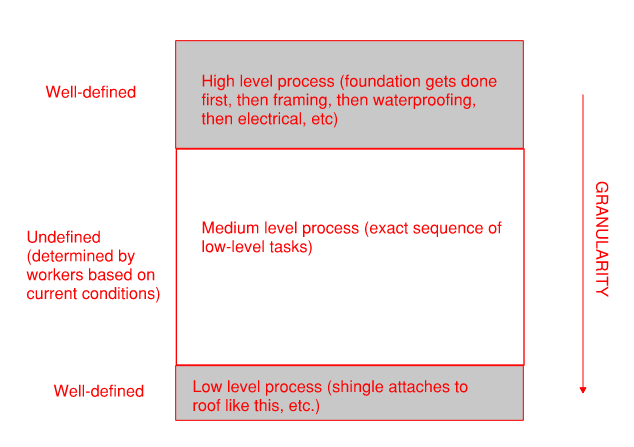
More specifically, at the very highest level, we do see a well-mapped out and defined process. Project managers will put together a construction schedule for the different trades and building systems, sequencing them based on how long they can be expected to take (the foundation pour starts here, which means we’ll be ready for the framer on this date, which means we’ll be watertight at this date and can start electrical, etc.)
And down at the very lowest level, tasks are also well-defined - building materials and products get installed in similar ways every time, and often have manufacturer-specific instructions to guide the process. They might require expertise and training to perform correctly, of course, but they’re not being figured out on the fly.
In between these two levels, however, the process is much more fluid. The exact sequencing of low level tasks will depend on the preferences and judgment of the subcontractor, the conditions on the site, the nature of the building, and a dozen other things. This gap that gets filled in with worker expertise, the construction community of practice knowledge, etc.
As we’ve talked about previously, this process structure allows construction to proceed with a comparatively low level of design and coordination. Fully mapping the construction process for all the tens of thousands of parts in a building (many times more than are in a car) would be a massive endeavor, and it’d be hard to recoup the cost for something you’re just going to build once [1]. But without being able to fully design, map, and optimize the construction sequence, you’re left at the mercy of a process that has extensive setups and variability.
Even just mapping out a fraction of this process is expensive - as I understand it, the main difficulty in getting panelized stud walls competitive with site built is the upfront design and engineering time required to fabricate them. Similar struggles show up over and over in building industrialization efforts - it was an issue at Katerra, it was an issue with the skyscraper factories, and it was an issue with robotic bricklayers.
The result is that on-site construction is still done in a pre-factory, craft-based way. The skill hasn’t been pulled out of the worker and instantiated in a machine or process (designed by some type of process engineer) - it still largely exists within the worker. Instead of an unskilled assembler, construction work is often required to be performed by licensed installers who must train for years learning their particular trade.
The upside is that this seems like it gives us a potential angle of attack on construction productivity - if you could fully map out the assembly process (perhaps aided by some sort of software), you could theoretically cut significant wastage out of it, the same way that Ford did. The challenge is whether optimization efforts would work with a process that was slightly different every time, and whether they could be done without relying on equipment that had heavy setup and teardown costs.
Conclusion
So, to sum up:
The key enabling invention to Ford’s production improvements was cheap, machine-made interchangeable parts - prior to Ford, interchangeable parts required hand-finishing and were extremely expensive. Interchangeability enabled a long period of process improvements to the production process. While construction does have interchangeable parts to some extent, it has trouble planning out every element of the process in a way that it would make it amenable to improvement, and lacks a fixed location that screens off a lot of potential improvements.
These posts will always remain free, but if you find this work valuable, I encourage you to become a paid subscriber. As a paid subscriber, you’ll help support this work and also gain access to a members-only slack channel.
Construction Physics is produced in partnership with the Institute for Progress, a Washington, DC-based think tank. You can learn more about their work by visiting their website.
You can also contact me on Twitter, LinkedIn, or by email: briancpotter@gmail.com
[0] - This is one reason I don’t think thinking of the Toyota Production System/lean in terms of “waste reduction” is especially useful - that doesn’t really distinguish it from Ford’s methods of production. Dropping down to a lower level of abstraction will give you a better idea of what the system is really doing.
[1] - The counterargument to this is that cars can achieve a reasonable high level of variety, with lots of different product models and trim options, with a highly planned production process. This was the genesis of the Toyota Production System, after all. I don’t yet have a good understanding of how this is different or how it’s achieved, but I get the sense that it’s a carefully curated and circumscribed variation.
My father was only a kid in Detroit in 1926 but he told me stories of the Ford 6 month shutdown when they stopped producing the Model T. There was no announcement before the shutdown, one day, the factory simply closed. There was no pay for the workers for 6 months, no unemployment, no welfare, and a communist recruiter on every corner.
great work! I've been reading up on electric vehicles and how the cost curve for batteries has come down over the last decade (would love to read a Construction Physics post on that btw). A few books I read actually cited the Model T example but I didn't fully understand until reading this. thanks!